 For manufacturers sourcing fabricated metal components, machining often becomes important only after a part appears complete on paper. A housing may already be cut, formed, and welded, yet still require threaded mounting points, precision bores, countersunk fastener locations, or machined sealing surfaces before it is truly ready for assembly. That is where machine shop capability changes what a fabrication partner can actually deliver.
For manufacturers sourcing fabricated metal components, machining often becomes important only after a part appears complete on paper. A housing may already be cut, formed, and welded, yet still require threaded mounting points, precision bores, countersunk fastener locations, or machined sealing surfaces before it is truly ready for assembly. That is where machine shop capability changes what a fabrication partner can actually deliver.
While many fabrication shops focus primarily on laser cutting, bending, and welding, integrated manufacturers add CNC machining directly into the same production workflow so those secondary operations happen without moving parts between suppliers. The difference may seem procedural at first, but it affects scheduling, dimensional consistency, and how easily a project moves from fabrication into final assembly without delays or rework. In many cases, keeping machining inside one controlled fabrication workflow becomes one of the reasons more complex parts stay predictable as production scales.
What a Machine Shop Adds Inside a Fabrication Environment
A machine shop within a fabrication facility is designed for precision material removal after or alongside primary fabrication processes. Instead of shaping sheet metal through cutting and forming alone, machining removes material with controlled drilling, milling, boring, and turning to create features that fabrication methods cannot reliably achieve on their own.
That distinction matters because many fabricated parts still depend on precision features that must align exactly with mating hardware, electronic assemblies, or moving components. A formed enclosure may need tapped mounting locations for internal equipment. A welded bracket may require a machined bore that holds alignment under load. A fabricated chassis may need milled surfaces where flatness affects assembly fit. Those requirements often appear late in the production sequence, but they are usually critical to whether the finished part functions as intended.
When machining happens inside the same manufacturing environment as fabrication, those features can be added without introducing another supplier, another inspection handoff, or another scheduling dependency. That is one reason integrated precision CNC machining often improves delivery consistency on more complex fabricated parts.
Why Integration Changes Production More Than Buyers Expect
The practical value of integrated machining is not simply that one supplier offers more services. It is that dimensional responsibility stays in one place from the moment material enters production until the part is complete. If a formed component shifts slightly during welding, machining can compensate within the same controlled workflow instead of discovering the issue after the part has already left the building.
That becomes especially important when parts move through multiple operations. External machining handoffs introduce transportation time, queue delays, packaging requirements, and another opportunity for variation or damage before final delivery. Keeping fabrication and machining together shortens that sequence while making issue resolution faster when tolerances interact across processes. That usually becomes clearer once projects move beyond simple prototypes and buyers start looking closely at what makes a CNC machine shop reliable when tolerances, volume, and delivery pressure all increase.
This is also where broader value-added manufacturing services begin to matter, because machining is often only one step before finishing, hardware insertion, or final assembly.
How CNC Machining Supports Fabricated Parts
Modern CNC machining systems allow fabricated parts to move into secondary operations with repeatable precision measured in thousandths of an inch. Vertical machining centers are commonly used when parts require top-down access for drilling, tapping, pocket milling, or surface preparation. These systems are particularly effective for enclosure panels, brackets, and formed components where multiple features must hold exact location relative to existing bends or weldments.
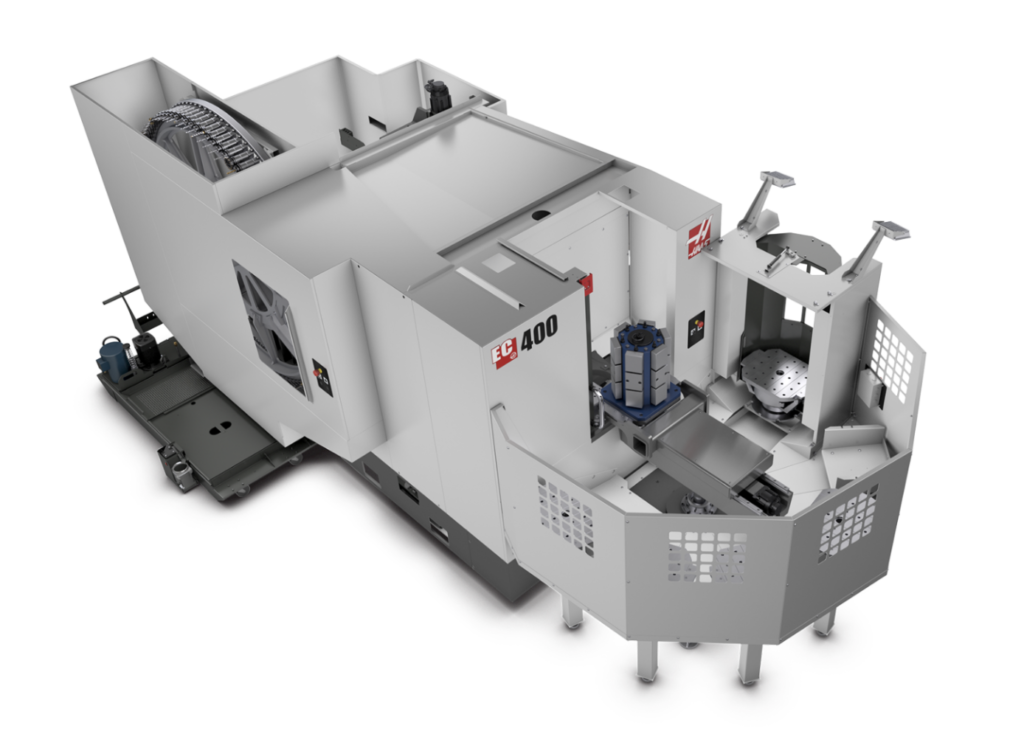
Horizontal machining centers become especially useful when parts require machining across several faces or when production volumes increase enough that setup efficiency begins affecting throughput. Systems such as the Haas EC-400 horizontal machining center improve efficiency by allowing chips to evacuate naturally while pallet systems reduce idle spindle time between parts.
Turning centers add another capability when fabricated assemblies include cylindrical features such as shafts, bushings, threaded components, or turned interfaces that must maintain concentricity. In some cases, live tooling allows turning and secondary milling to happen in the same setup, reducing handling and preserving dimensional consistency.
Where Integrated Machining Becomes Most Valuable
Some industries rely on machining after fabrication almost by default because formed components alone rarely satisfy final-use requirements. Electronics enclosures often require machined openings, threaded mounting features, and alignment points that affect internal component installation. Medical equipment frequently combines fabricated structures with precision-machined interfaces that must meet documented quality requirements. Industrial equipment and automation systems often depend on machined bores, bearing surfaces, and mounting features added after welding or forming is complete.
In each of those cases, machining is not a separate manufacturing step so much as a continuation of fabrication at a tighter dimensional level.
Machine Shop Capability Depends on More Than Equipment Lists
Machine capacity is often described through spindle size, axis travel, and tool count, but real capability depends just as much on programming, fixturing, and inspection discipline. Large fabricated assemblies often require custom workholding strategies simply to position parts accurately enough for machining to begin. That becomes harder when weldments vary slightly or when formed parts require secondary support during cutting. In many cases, that kind of upstream coordination overlaps with broader design for manufacturability decisions that affect both machining efficiency and downstream assembly performance.
Inspection systems matter just as much because machined features usually interact with downstream assemblies where small dimensional changes become immediately visible. Formal quality systems such as ISO 9001:2015 help ensure those checks happen consistently rather than only after parts are complete.
Frequently Asked Questions About Machine Shop Capabilities
What is the difference between a machine shop and a fabrication shop?
A machine shop removes material through CNC milling, drilling, turning, and boring to create precise features and tight tolerances. A fabrication shop primarily cuts, bends, welds, and assembles sheet metal. Manufacturers with both capabilities can complete more complex parts without outside machining handoffs.
Can fabricated parts be machined after forming or welding?
Yes. Many fabricated parts require secondary machining after forming or welding to add threaded holes, precision bores, countersinks, machined sealing surfaces, or alignment features that fabrication processes alone cannot achieve accurately.
Why does integrated machining improve production efficiency?
Integrated machining keeps fabrication and secondary machining inside one production workflow, reducing transportation delays, outside scheduling dependencies, and dimensional variation caused by moving parts between suppliers.
What materials are commonly machined in a fabrication environment?
Integrated machine shops commonly support aluminum, stainless steel, carbon steel, and selected engineered plastics depending on part geometry, tooling requirements, and production volume.
Integrated Machining at EVS Metal
At EVS Metal, CNC machining operates within the same production workflow as laser cutting, forming, welding, finishing, and assembly, allowing fabricated parts to move into secondary machining without leaving a controlled manufacturing environment. That integration supports both prototype work and repeat production while reducing the scheduling friction that often appears when machining is handled externally.
Precision machine shop operations are located at EVS Metal’s Stroudsburg, Pennsylvania facility and its Pflugerville (Austin), Texas facility, giving production programs access to machining capacity alongside fabrication resources in two regions. These operations support aluminum, stainless steel, carbon steel, and selected engineered plastics across industries including electronics, automation, energy, telecommunications, and medical equipment manufacturing, with material requirements that often vary significantly across different metal families.
Machine capability includes horizontal machining, vertical machining, and CNC turning systems selected to support both secondary machining on fabricated parts and standalone precision-machined components. Current equipment includes:
- Horizontal machining: Haas EC-400 Horizontal Machining Center with pallet changer
- Vertical machining centers: Haas VF2, Haas VF2-SS, Haas VF4, Haas VF4SS
- Turning operations: Haas ST-25Y CNC Turning Center with live tooling and Haas Servo Bar 300 for bar-fed production efficiency
This combination allows EVS Metal to machine multi-face parts efficiently, maintain dimensional consistency across production runs, and support fabricated assemblies that require tight-tolerance secondary features before finishing or final assembly.
For manufacturers evaluating whether machining should stay separate from fabrication or remain within one production environment, the difference usually becomes most visible once projects move beyond early prototypes. As tolerances tighten, assemblies become more complex, or delivery schedules leave less room for delay, keeping machining and fabrication aligned under one roof often reduces more friction than expected. What looks like a secondary capability early in quoting often becomes a major factor in production stability later.